Lūk, kā izvēlēties mazliet, pamatojoties uz trim pamata bitiem: materiālu, pārklājumu un ģeometriskām iezīmēm.
01, kā izvēlēties sējmašīnas materiālu
Materiālus var aptuveni iedalīt trīs veidos: ātrgaitas tērauds, kobalta ātrgaitas tērauds un cietais karbīds.
Ātrgaitas tērauds (HSS):
Ātrgaitas tērauds kā griezējinstruments tiek izmantots vairāk nekā gadsimtu kopš 1910. gada. Tas ir visplašāk izmantotais un lētākais mūsdienās pieejamais griezējinstrumentu materiāls.Ātrgaitas tērauda uzgaļus var izmantot gan rokas urbjiem, gan stabilākā vidē, piemēram, urbšanas presēs.Vēl viens ātrgriezēja tērauda izturības iemesls var būt tas, ka tā instrumenti, kurus var atkārtoti uzasināt, ir pietiekami lēti, lai tos varētu izmantot ne tikai kā urbjus, bet arī kā virpošanas instrumentus.
Kobalta ātrgaitas tērauds (HSSE):
Kobaltu saturošam ātrgaitas tēraudam ir labāka cietība un sarkanā cietība nekā ātrgaitas tēraudam.Cietības palielināšanās palielina arī nodilumizturību, taču tajā pašā laikā tiek zaudēta zināma izturība.Tāpat kā ātrgaitas tēraudu, tos var pulēt, lai uzlabotu to izmantošanu.

KARbīds:
Cementētais karbīds ir metāla bāzes kompozītmateriāls.Tostarp volframa karbīds tiek izmantots kā matrica, un daži citu materiālu materiāli tiek izmantoti kā līmvielas, izmantojot virkni sarežģītu procesu, piemēram, karstā izostatiskā presēšana saķepināšanai.Cietības, sarkanās cietības, nodilumizturības un citos aspektos salīdzinājumā ar ātrgaitas tēraudu ir milzīgs uzlabojums, taču arī karbīda instrumenta izmaksas ir dārgākas nekā ātrgaitas tērauda.Cementētam karbīdam instrumenta kalpošanas laikā un apstrādes ātrumā nekā iepriekšējiem instrumentu materiāliem ir vairāk priekšrocību, atkārtotā slīpēšanas instrumentā nepieciešamība pēc profesionāliem slīpēšanas instrumentiem.
02, kā izvēlēties uzgaļa pārklājumu
Pārklājumu var aptuveni iedalīt šādos 5 veidos atkarībā no izmantošanas diapazona.
Nepārklāts: griezējinstrumenti bez pārklājuma ir lētākie, ko parasti izmanto alumīnija sakausējuma, zema oglekļa tērauda un citu mīkstu materiālu apstrādei.
Melnā oksīda pārklājums: oksidācijas pārklājums var nodrošināt labāku eļļošanu nekā nepārklāts instruments, tam ir labāka oksidācijas izturība un karstumizturība, un tas var uzlabot kalpošanas laiku par vairāk nekā 50%.
Titāna nitrīda pārklājums: Titāna nitrīds ir visizplatītākais pārklājuma materiāls, tas nav piemērots augstas cietības un augstas apstrādes temperatūras materiālu apstrādei.
Titāna oglekļa nitrīda pārklājums: Titāna oglekļa nitrīds ir izstrādāts no titāna nitrīda, tam ir augstāka temperatūras izturība un nodilumizturība, parasti purpursarkanā vai zilā krāsā.Izmanto Haas darbnīcā, lai izgatavotu čuguna sagataves.
Alumīnija nitrīda titāna pārklājums: alumīnija nitrīda titāna pārklājums nekā visi iepriekš minētie ir izturīgi pret augstu temperatūru, tāpēc to var izmantot augstākos griešanas apstākļos.Piemēram, supersakausējumu apstrāde.Tas ir piemērots arī tērauda un nerūsējošā tērauda apstrādei, taču, tā kā tajā ir alumīnija elementi, alumīnija apstrādē notiks ķīmiskas reakcijas, tāpēc ir jāizvairās no alumīniju saturošu materiālu apstrādes.
Kopumā kobalta gultņu urbis ar titāna karbonitrīda vai titāna nitrīda pārklājumu ir ekonomiskāks risinājums.

03. Urbja ģeometriskie parametri
Ģeometriskās īpašības var iedalīt šādās trīs daļās:
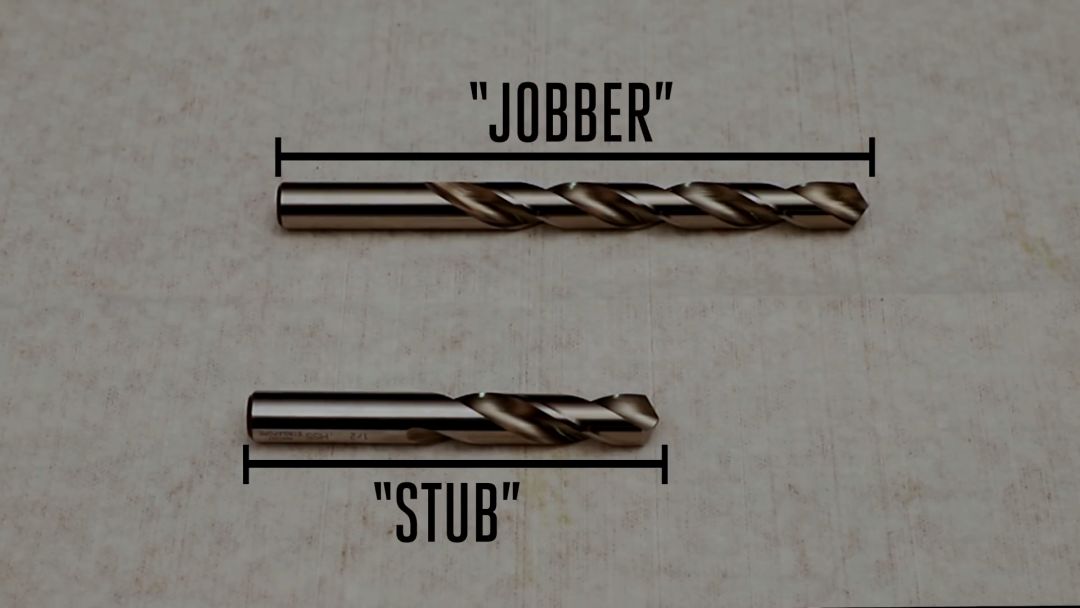
Garums
Garuma un diametra attiecību sauc par diametra dubultošanu, un jo mazāks diametrs, jo labāka ir stingrība.Izvēloties bitu ar pareizo malas garumu skaidu noņemšanai un īsāko pārkares garumu, var uzlabot apstrādes stingrību, tādējādi pagarinot instrumenta kalpošanas laiku.Nepietiekams malas garums var sabojāt urbi.
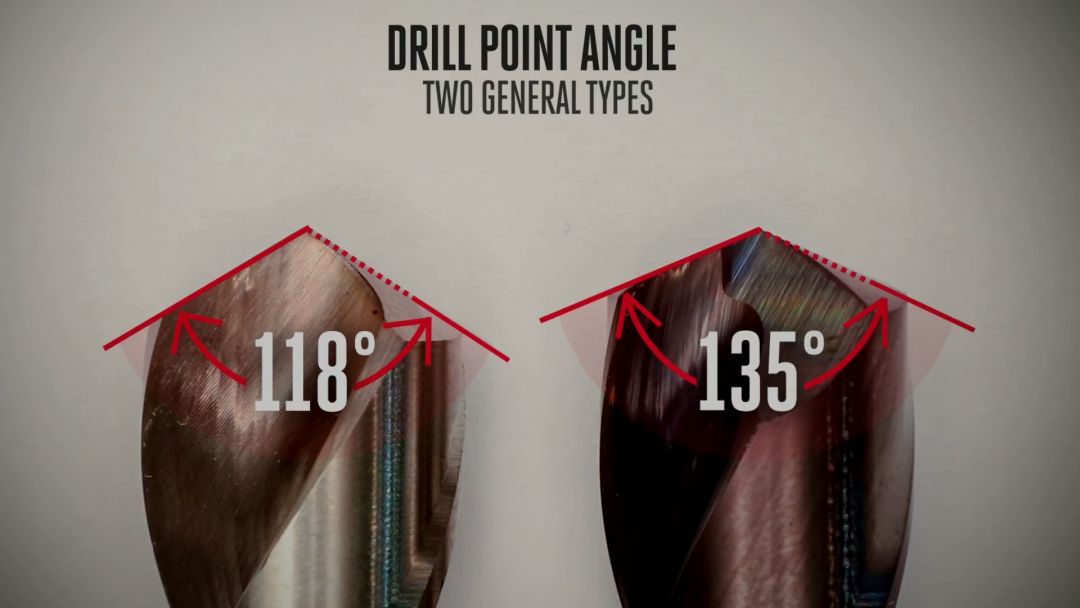
Urbja uzgaļa leņķis
Urbšanas punkta leņķis 118°, iespējams, ir visizplatītākais apstrādē, un to parasti izmanto mīkstajiem metāliem, piemēram, vieglajam tēraudam un alumīnijam.Šī leņķa konstrukcija parasti nav pašcentrējoša, kas nozīmē, ka vispirms neizbēgami jāapstrādā centrēšanas caurums.135° urbšanas uzgaļa leņķis parasti ir pašcentrējošs, kas ietaupa daudz laika, jo nav nepieciešams apstrādāt vienu centrēšanas caurumu.
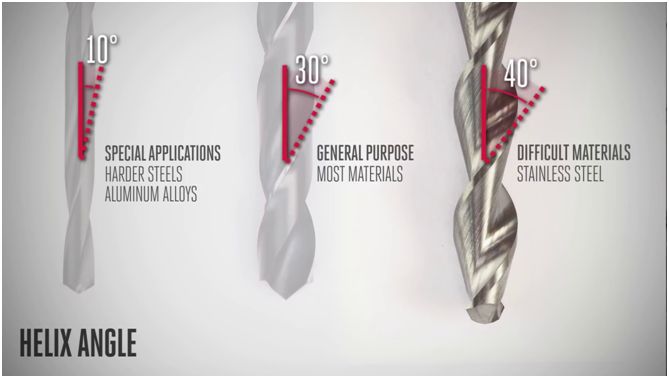
Spirālveida leņķis
30° spirālveida leņķis ir laba izvēle lielākajai daļai materiālu.Tomēr vidēm, kur spraudeņi ir labāk noņemami un griešanas malas ir stiprākas, var izvēlēties mazliet ar mazāku spirāli Leņķi.Grūti apstrādājamiem materiāliem, piemēram, nerūsējošajam tēraudam, griezes momenta pārnešanai var izmantot dizainu ar lielāku spirālveida leņķi.
Publicēšanas laiks: 01.09.2022